
發布時間:2026-02-07 訪問次數:12
在焊接工藝中,工件的精確定位與穩固夾持是保證焊縫質量、提升作業效率的基礎條件。平口鉗作為機械加工領域的基礎夾具,憑借其結構簡潔、操作便捷、適應性廣等特點,在焊接場景中得到廣泛應用。本文將深入分析平口鉗在焊接作業中的實用價值及其技術原理。
結構特性與夾持機理
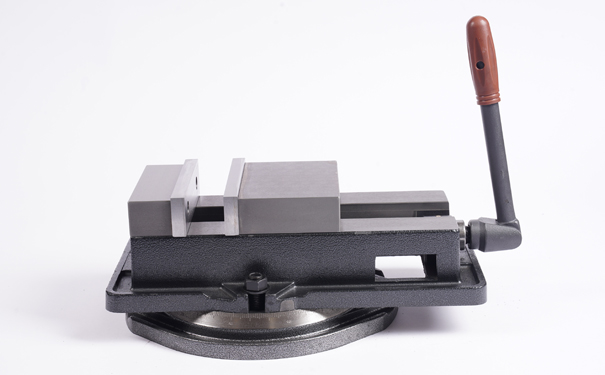
平口鉗的核心結構由固定鉗身、活動鉗口、絲杠傳動機構及底座組成。這種設計賦予其幾個關鍵特性:鉗口開合通過精密絲杠實現,可提供穩定且可量化的夾緊力;鉗口平面經過淬火處理,硬度高且耐磨,能有效抵抗焊接飛濺物的侵蝕;底座通常設有T型槽或安裝孔,便于與焊接平臺、變位機等設備集成。
其夾持機理基于面接觸摩擦原理。當絲杠驅動活動鉗口向工件移動時,鉗口平面與工件表面形成均勻壓力分布,產生足夠摩擦力以抵抗焊接過程中的熱變形應力、熔池金屬重力及操作外力。相較于點接觸或線接觸夾具,平面接觸能避免工件表面壓傷,同時提供更穩定的定位基準。
焊接場景中的核心功能
在焊接實踐中,平口鉗的價值體現在多個關鍵環節:
精確定位功能是首要價值。焊接對裝配間隙要求嚴格,平口鉗的剛性結構能將工件固定在預設坐標,確保組對尺寸精度。例如,在板材對接焊中,使用平口鉗夾持兩側板料,可維持均勻的根部間隙,避免因熱輸入導致的錯邊變形。其鉗口平面作為基準面,也為測量和校正提供可靠參照。
熱變形控制是焊接質量的保障。焊接過程中不均勻加熱會產生殘余應力,導致工件翹曲。平口鉗的夾持約束能抑制變形自由度,強制焊縫在冷卻過程中按設計形態收縮。對于薄板焊接,這種剛性固定尤為重要,可顯著減少波浪變形。
操作安全性提升不容忽視。焊接涉及高溫、強光及飛濺物,手持工件存在燙傷和電擊風險。平口鉗將工件穩固夾持后,操作者雙手得以解放,可專注于焊槍操控和熔池觀察,降低事故概率。同時,遠離夾持點的焊接位置也減少了鉗具受熱損傷的可能。
多品種適應性拓展應用邊界。通過更換鉗口襯墊或加裝銅質墊板,平口鉗可夾持從薄板到棒材、從規則幾何體到異形件的各類工件。在多品種小批量生產中,這種靈活性減少了專用夾具的設計制造成本。
典型應用場景分析
平口鉗在以下焊接場景中表現尤為突出:
板材拼接作業中,多臺平口鉗沿焊縫兩側布置,可實現長焊縫的連續夾持。配合焊接平臺使用,能構建臨時工裝系統,滿足大型結構件的裝配需求。
管件焊接時,將平口鉗安裝于變位機或滾輪架,可驅動管件旋轉,實現環縫的平焊位置施焊,改善熔池流動性,提升焊縫成形質量。
維修與現場作業中,便攜式平口鉗能快速建立臨時夾持點,適應缺乏固定工裝的野外或高空環境,體現其機動性優勢。
教學與培訓領域,平口鉗的標準化操作有助于初學者掌握裝夾基準、定位原理等基礎技能,為復雜工裝設計奠定認知基礎。
使用要點與局限性
充分發揮平口鉗效能需注意:夾緊力應適中,過度夾持可能導致薄板變形或脆性材料開裂;鉗口與工件間墊銅板或石棉板,可防焊接電流通過絲杠造成電弧損傷;定期清潔鉗口飛濺物,保持夾持面平整度。
需清醒認識其局限性:平口鉗主要提供二維平面夾持,對于復雜空間曲線焊縫,需配合專用夾具或組合使用;高頻重復夾持操作中,絲杠傳動效率低于氣動或液壓快速夾具;極端高溫環境可能退火鉗口,降低硬度。
結語
平口鉗在焊接中的實用性,源于其將機械加工領域的成熟夾持技術遷移至焊接場景的成功適配。它以簡潔可靠的結構,解決了焊接作業中定位、夾緊、防變形等核心問題,在精度、效率、成本之間取得良好平衡。盡管現代焊接工裝向自動化、柔性化發展,平口鉗憑借其通用性和經濟性,仍在焊接生產與教學中占據不可替代的地位。理解其工作原理并規范使用,是每位焊接從業者應掌握的基礎技能。